| 通販のページへ 林ホビー工作研究室トップページへ 「ホビーお好み板金機」とは、 1台でさまざまな方向に金属を折り曲げる事が出来る「折り曲げモード」と、薄い板に 3ミリの穴を打ち抜ける「パンチャーモード」と「簡易パンチャーモード」、および長溝(たとえばスライドボリュームとか)や角穴(7セグメント等)を打ち抜くことが出来る「溝切りモード」に変形する「工作入門者」必須の「創作工具」です。 お値段は1台 4.800円+茨城県つくば市からのヤマト80サイズ料金でご提供します(ちょっと安く設定してしまった)。 ただし、私の手作りですので、あまり真剣に見られますと、恥ずかしい部分とか、まだらな塗装の部分とかありますのでご承知おきください。 ご注文はこちらにメール下さいませ。 hayashi_hopyi@yahoo.co.jp 取扱説明書の目次 【構造編】 [板金折り曲げモード] 【折り曲げの原理編】 [3ミリパンチャーモード] [溝切りモード] 【使い方編】 [板金折り曲げモード] ビール缶 コーヒー缶 缶詰等 トタン板 銅板 真鍮板 ステンレス板等 建材用平鉄 鉄板等 [溝切りモード] ビール缶 コーヒー缶 缶詰等 トタン板 銅板 真鍮板 ステンレス板等 (建材用平鉄 鉄板等は不可)。 【実践編】 [板金折り曲げモード] [3ミリパンチャーモード] [溝切りモード] 【応用編】 強力M台を単独で使う (2011.3.20 UP)。 |
| 構造編 【板金折り曲げモード】 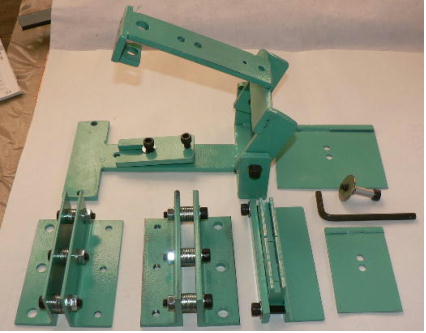 ホビーお好み板金機の「板金折り曲げ」をするときの構成部品です。「3ミリパンチャー」や「溝抜き」の時の部品は写真に撮っていません(混乱するといけないので)。 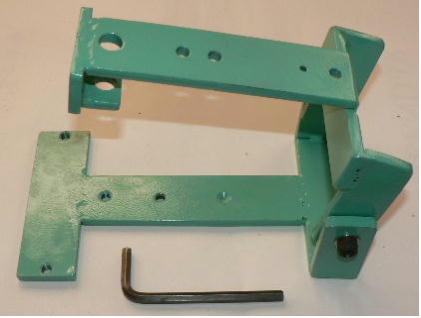 本体です。右側に蝶番が付いています。付属のL型レンチで「締めたりゆるめたり」します。この装置の原理は板金屋さんがやっている作業を、熟練の技が無くても折り曲げが出来るように「蝶番」の作用で、ちょっとお手伝いしようと「刀刃」を支えているだけです。ですから「ホビー板金冶具」です。 使い方は簡単で、板の曲げたい位置を合わせ、刀刃を叩くだけです。曲げる長さは手間を惜しまなければ自由自在です。  刀刃を受けるM台群です。左が「ノーマルM台」真中が「強力M台」、右が「分割M台」です。使い方は使用編で、ご説明します。 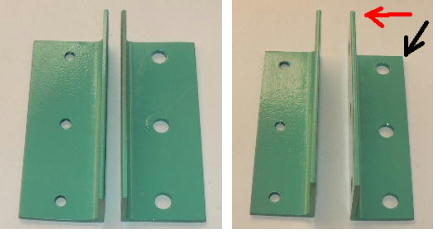 ノーマルM台ですが、 2枚のアングルの組み合わせです。赤矢印の辺の長さと黒矢印の辺の長さは違います。この組み合わせは、曲げたい板の厚さや硬さによって使い分けます。また「内側直角」とか「R曲げ」でも使い分けます。 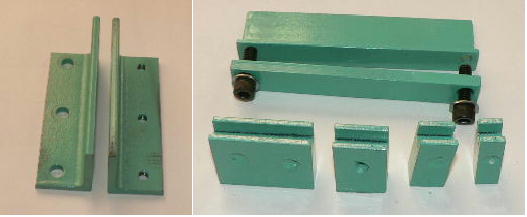 左の写真が「強力M台」です。この台は使い方で 3ミリのフラットバー(鉄)でも曲げる事が出来ます。もちろんその時は刀刃ではなく、まともな「平タガネ」を使用します。やり方は使用編でやります。右は分割M台です。 10ミリから 85ミリ+アルファまで 5ミリ単位でセット出来ます。これが無いと曲げられない方向があるからです。これも使用編でご説明します。 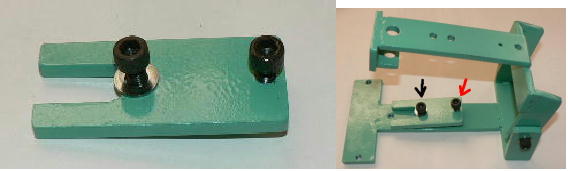 M台を軽く固定する金具です(しっかり固定してはまずい)右の写真のように取り付けます。黒矢印は固定ポルト、赤矢印は高さ調整ポルトです。これはあとからやる「溝切り」の時にも使用します。 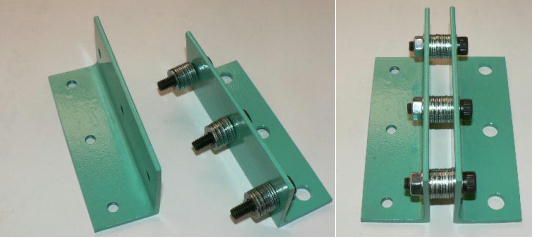 ノーマルM台の組み立て例です。厚さ 1ミリの平ワッシャを 10枚挟んで3ヶ所で止めています。つまりこのM台は 10ミリの幅(スリット)になっているわけです。これは5000番台のアルミ板も軽々と曲げることが出来ます。もちろん内側直角には出来ません、内側直角にするには、強力M台と、ある技?が必要です。それは使用編で(なに、手間がかかるだけです)。 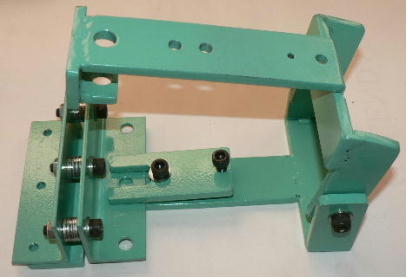 M台を仮固定しました(平ワッシャを 10枚挟んだままですが、普通は 1枚から 3枚程度です)。  付属の刀刃 2種です。 50ミリ幅と 100ミリ幅です。右写真のようにポルト 1本で止めます。このポルトはあんまり締めつけません、理由はシーソーさせるからです。つまり叩いた刀刃のあたりが大きく曲がる訳です(大きくと言っても角度にしたら 3度ぐらいですけど)。 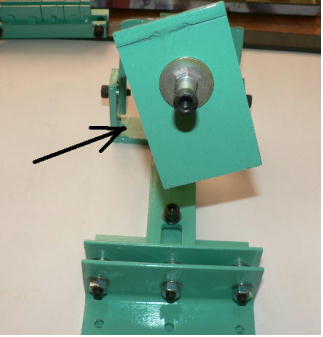 わざと斜めにしました。もちろんこんな使い方はしません(でもこれから溝キリのヒントが)。 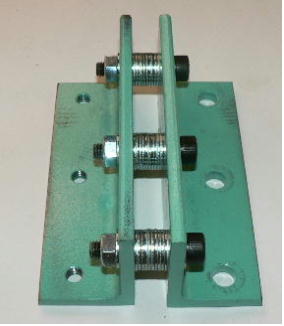 これは厚さ 5ミリの「強力M台」です。上の部分は丸みを帯びています。本当は「相対放物線」(注1)に研磨したかったのですが、中型のフライス盤が無いと出来そうもないので、手間がかかりますが、平ワッシャの組み合わせで実現することにしました。 注1 ヤゲン式折り曲げにおける私のあみだした板の折れ曲がりの最適曲線の事です。板の回復可能角と回復不能角を考察して、理想的な折れ曲がり環境を作り出そうと・・・ま、想像してみて下さい、裏側の曲げキズがほとんど付かないかもしれません(裏側の曲げキズが付かないというのがヒントです)。 この装置では、裏側の曲げキズ防止に PP(ポリプロピレン袋)を挟むことをお勧めします。 震災のお手伝い、寄付以外に何も出来そうにないので、仕事に没頭することにしました。 11 【強力M台を単独で使う】 「ホビー板金折り曲げ冶具兼 3ミリパンチャー」というのは長ったらしいので、名称変更しました。ところで今日は「ホビーお好み板金機」に付属している「強力M台」を単独で使用する技です。 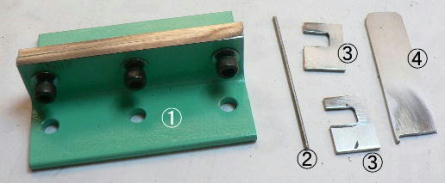 ①は「強力M台」です。この表面が研磨されている部分を使います(この部分は折り曲げに使ってはいけません)②は「2ミリの丸棒」、③は「厚さ 2ミリのスペーサー」です。④が「厚さ 2ミリのタガネ」です。今回は幅 2ミリのスリットを切ろうとしています。 2ミリのスリットは、スライドポリユームの溝とか、スライドクランクの溝切りに利用出来ます。1ミリとかもタガネその他を準備すれば出来ます(ベロ溝は別の手があります)。 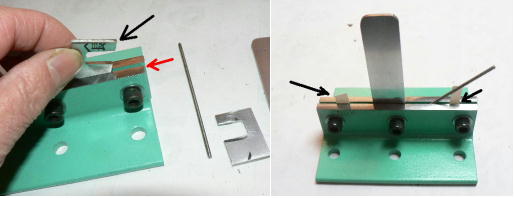 2ミリのスペーサーをM台の隙間に入れます。右写真の黒矢印は紙です。紙一重という訳です。この紙で、タガネや丸棒が、隙間にスルスル入ります。 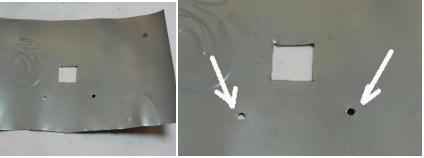 次に材料の下準備です。二か所 2ミリの穴をあけておきます(四角い穴は昨日の物です)この二つの穴をつなごうという訳です。 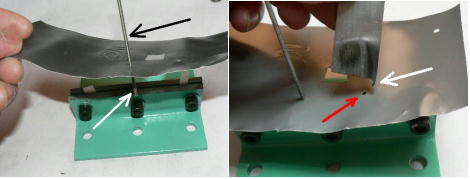 まず 2ミリの丸棒を片方の穴に入れ、スリットまで付きとおします。そしてタガネの尖っている部分を反対側の穴に入れ、こちらもスリットまで付きとおします。 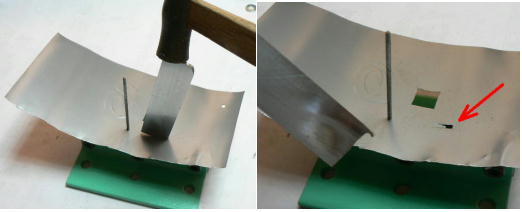 あとは金槌で軽くたたくだけです。赤矢印はタガネをとったところです。写真撮るの忘れましたが、左の丸棒を引き抜いてこの穴に入れ、今度はタガネを反対側から入れて打撃していきます。 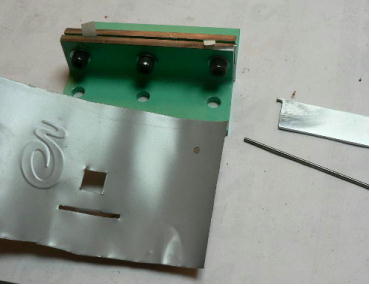 作業終わり、。きれいな溝が抜けました。  このように直線距離の長いスリットは、この方法が簡単できれいに抜けます。コーヒー缶でやりましたが、もったいなくてアルミ板を使わなかっただけです。厚さ 1ミリ程度のアルミ板ならこれで十分です。7セグメントの角穴も、この手で出来ます(アルミの場合は必ず注油します)。 これらは「ホビーお好み板金機」に標準で付いています(このほかに 0.8ミリ用も付いています)。 21 【角穴あけ】  [1]は折り曲げ時に使用のM台(強力板)です。組み合わせにより、「エッジ」が立ってる形状になります(工作ベース300のような)[2]はノーズ補強板?です。[3]は「タガネ」、[4]はタガネホルダーです。  ノーズホルダーにタガネ(黒矢印)を入れ、 2本のボルトで固定します。そしてノーズに取り付けます。  正面から撮っています。ボケてしまいました。この調整はとても重要です。詳しくは取扱説明書の方でご説明します。 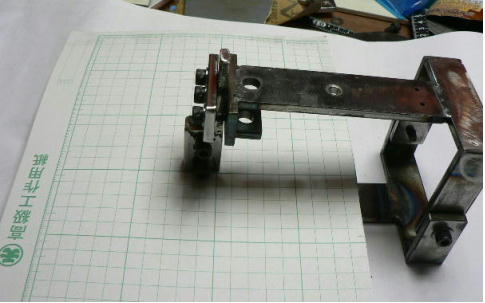 早速実験してみます。大きなアルミ板とかにやりますともったいないので、例によって工作用紙です。ふところは 100ミリ以上ありますので、大抵のところは大丈夫です。 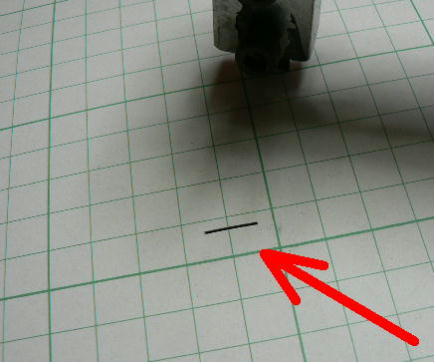 このようにきれいに溝が打ち抜かれました。幅は、このタガネの場合 0.8ミリです。長さはとりあえず 12ミリです(タガネは折れてしまった金ノコの刃です)。 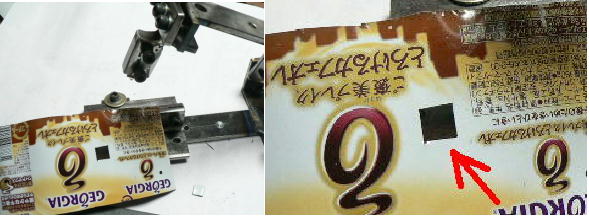 缶コーヒーに角穴を抜いてみました。適当にやったので、角はあっていない部分があります。ちゃんと狙えばこんなことはありません。  これで「ホビー板金折り曲げ冶具兼 3ミリパンチャー」は完成です。これ一台あれば、電子工作のケース、および7セグメントの角穴あけ、スイッチ等の下穴あけ、ロボットの部品作り、ブラケットの制作等。 ブリキのオモチャの機械ケースの「ベロとベロ溝加工」、とにかく今までは簡単に出来ないような加工が可能になります。 現在ご予約 4台頂いております。材料は 20台分ほどあります。無くなりますと、難しい選択をしなければなりません、材料を仕入れるか、工房を閉鎖して、本業の有田焼の器屋に強制連行される事に(笑)なります。 私は続けたい、ご予約ご注文下さい、よろしくお願いいたします。 hayashi_hopyi@yahoo.co.jp 通販のページへ トップページへ |
| 構造編02 【3ミリパンチャーモード】 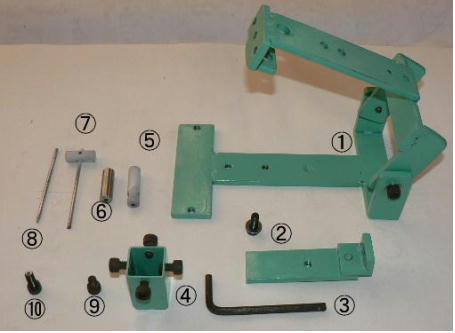 3ミリのパンチャーモード(注1)および簡易パンチャーモード(注2)にするときの全部品です。 ①本体 ②つっかえ板および取り付けポルト ③付属のL型レンチ ④雌型保持コア ⑤雌型 ⑥3ミリシリンダー ⑦3ミリ打ち抜きビット ⑧3ミリ案内棒 ⑨コア取り付けポルト ⑩シリンダー固定ポルト です。  まずシリンダーを取り付けます。そんなに強く締めつける必要はありません、抜けおちない程度です。 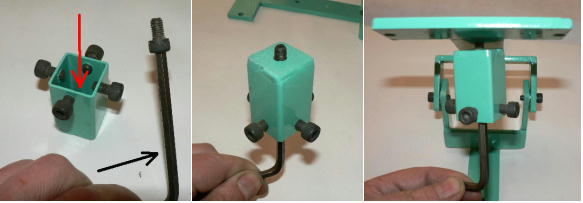 次にコアを取り付けます。六角穴付きポルトなので簡単です。これも締めつける必要はありません、軽く止まっていれば良いです。 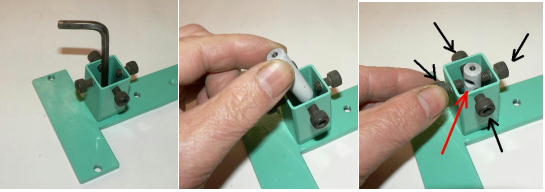 止め終わりましたら雌型を入れます。先端が六角穴付きポルトの頭に入るようにします。そして東西南北のポルトを締めていきますが、今は締めつけず、 1ミリぐらい「ガタガタ」にしておきます。赤矢印は抜けおちたカスが出る穴です。東西南北のポルトが当たらないような位置にします。 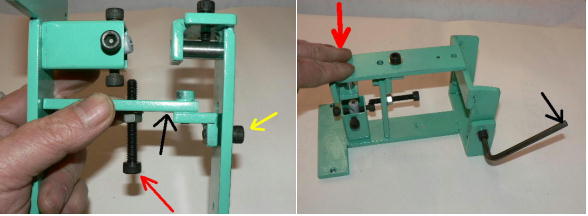 これが注1のパンチャーモードに必須の「つっかえ板」です。赤矢印はパンチの位置を決める押し当てポルトです。つっかえ板を取り付けましたら、右写真のように「ノーズ」を押さえ付けて、(赤矢印)L型レンチでしっかり止めます(黒矢印)。  案内棒を入れます。雌型まで突き通るように入れます。東西南北のポルトはガタガタのはずですから、難なく入るはずです。この東西南北のポルトの調整が、一番肝心なとこです。レンチなどは使わずに指先だけで十分です。 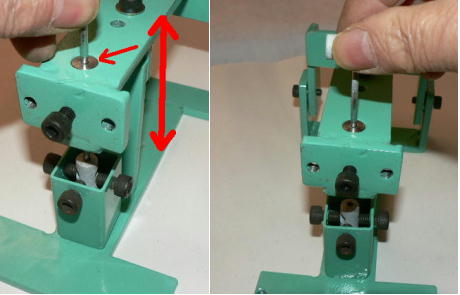 東西南北のボルトを色々調整して、案内棒がスルスル動くように調整します。やってみると意外と簡単です。その後、案内棒を抜き取り、打ち抜きビットを入れてみます(右写真)。 終了です。ここまで 5分ぐらいで準備できます。 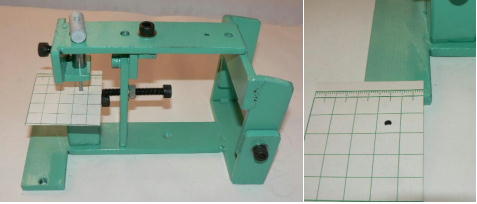 工作用紙で試し抜きです。金槌等使わなくても手のひらだけで抜けてしまいます。アルミ板でもトタン板でもコーヒー缶でもかまいませんが、やたらに穴あけはもったいないので工作用紙です。金属を抜く時は必ず注油します(押し当てボルトで、端から正確な位置に穴あけ出来ます)。 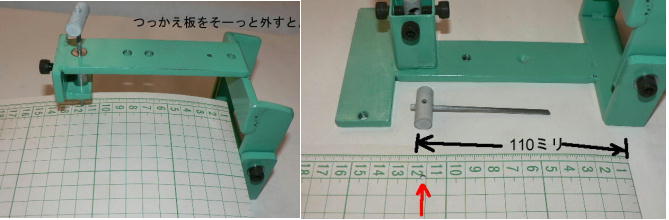 これが注2の「簡易パンチャーモード」です。つっかえ板をそーっと外しますと、写真のように懐が 110ミリほど増えます。こんな使い方は技術の使い方ではご法度ですが、ホビーならではの使い方です。 この簡易モードを使った場合は、一度使用したら必ず東西南北のポルトを微調整して雌型の整合を確認する必要があります。ものぐさすると、ビットや雌型が「あっという間」にグズグズになります。 以上が構成の説明です。実践は「使い方編」でやります。次はスリットや角穴等の「溝切りモード」です。 金属のパンチャーは、本来鋳物かアルミダイキャストで本体を作らなければなりません、鋼板で作っても、せいぜい事務用の書類や新聞に穴あけする程度の物しかありません、こんな軟鉄製なんて技術者がみたら「バカバカしい」と言われるのが普通です。 それを承知でやっております。理由は「ホビー」だからです。ですから商売の加工には使えません、それでも 100ヶ所ぐらいは抜けます。打ち抜きビットの先端は砥ぎやすい「鈍角竹やりカット」です。雌型も表面を軽く丸めていますので、平ヤスリ(目立てヤスリ)で 2回ぐらいは再生がきくと思います。ホビー工作なら十分な回数だと思っています。 hayashi_hopyi@yahoo.co.jp 通販のページへ トップページへ |
| 構造編03 【溝切りモード】 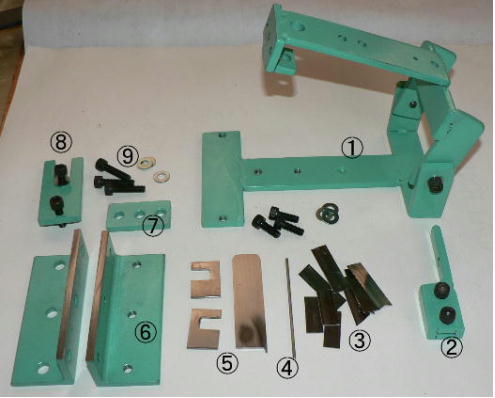 溝切りモードに使う部品群です。 ①本体 ②溝切りホルダー ③厚さ 0.8ミリのスペーサーとタガネ ④ガイド棒 ⑤厚さ 2.0ミリのスペーサーとタガネ ⑥強力M台(研磨面) ⑦ダメ押し当て板 ⑧M台押さえ ⑨ホルダー固定ポルト 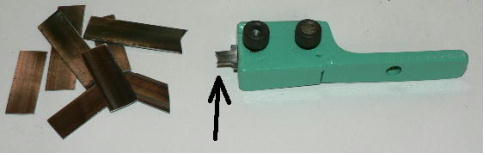 ホルダーにタガネ(この場合厚さ 0.8ミリの奴、幅6ミリ)を入れてしっかり固定します。  ダメ押し当て板を付けてホルダーを固定します。目視で良いですから、出来るだけ垂直になるよう取り付けます。 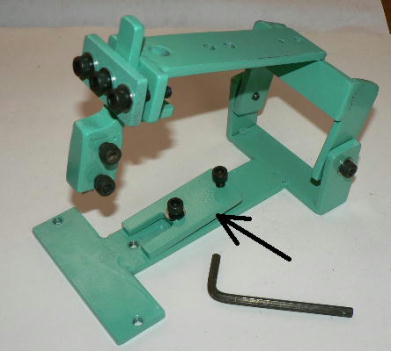 こんな感じになります。黒矢印はスリット押さえ(強力M台)です。 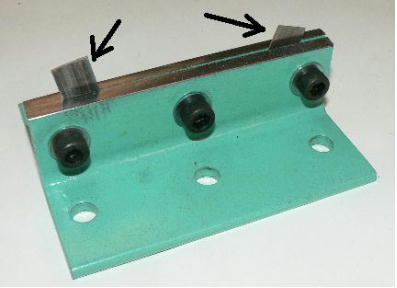 強力M台の研磨面が上に来るようにして、スペーサー(黒矢印)を入れます。この時、スペーサーに紙等を巻きつけて、タガネがスリットにスルスル入るようにしてから締めつけます。 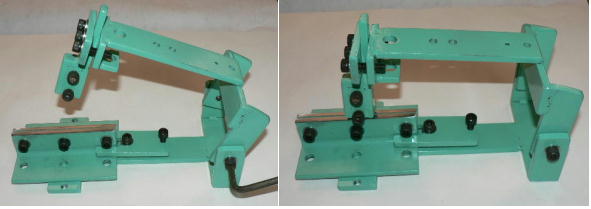 調整します。タガネを降ろしていき、スリットに吸いこむように入るように位置を合わせます。 一度打撃しますと、必ずズレます(突き刺さった板を外すので)打撃のたびに調整する必要があります。それを防ぐ方法がありますが、実践編でご紹介します。 hayashi_hopyi@yahoo.co.jp 通販のページへ トップページへ |
【折り曲げの原理編】 【3ミリパンチャーの原理編】 【溝切りの原理編】 【折り曲げの原理編】 薄い金属板を折り曲げる状態は 2種類あると思います。「常温」で曲げる場合と、材料を「高温」で曲げる場合です。金属以外では「温める」程度の物もありますけど、金属は温める程度では劇的な変化は無いと思います(そのほかの方法もあるかもしれません)。 常温で曲げる場合、「肉抜き法」という手もあります。適度にこれを使うと、「折曲機」等使わなくても手加工のみできれいな折り曲げが出来ます。ほとんど折り紙みたいに出来ます(そのかわり曲げたところが極端に弱くなる)。 曲げる機械的な方法を考えるといくつかあります。通称「ヤゲン式」というのが一般的です。機械的な構造は沢山ありますが、原理はおおむね同じです。 そのほかに「翼曲げ」(呼び方ちがうかも)というのがあります。○ー○○のけー・・・は、この一種と考えられます。私の考案した「中央先行折り曲げ板」(笑)もこの一種です。 ホビーお好み板金機は「ヤゲン式」ですが、一般的な折曲機と違って「板金屋」さんの使う手法をとっています。つまり打撃です。普通の折曲機はじわじわと強大な力をかけていきますが、ホビーお好み板金機はコンコンと少しずつ打撃で曲げていきます。 コンコンと少しずつ曲げていくなんて一体一回の打撃はどの程度?という問題があります。こればっかりは実践しかありません、材料によってとか、幅とかで大幅に変わります。 昔、中学校の技術の授業で、トタン板で「チリトリ」なんかを作るところがありましたが、トタン板加工なんて見かけなくなった今日この頃では実践している学校は少なくなったのではないでしょうか。 さて、ホビーお好み板金機のヤゲン式打撃折り曲げの最大の敵は「空気」と「質量」です。打撃ですから、曲がるときは非常に早く曲がろうとします。すると空気抵抗で「曲がり遅れ」が発生します。大工場の大型折曲機では、そのスピードを調整する機能があるほどです。 それと「質量」、例の「動いているものは動き続けよう・止まっているものは止まり続けよう」という奴です。これもなかなか厄介です。この二者が結託して折り曲げを邪魔します。 それに「どこから曲がる?」という問題があります。万力に挟んで曲げるのは簡単ですが、自分の思い通りのところから曲げる・・・というのは実に難しいです。これは一辺だけ挟んで曲げようとするからです。 ヤゲン式の場合はもう少し楽です。刀刃の先端が当たっている部分から曲がるわけですから、しかしM台の幅によっては油断出来ません、刃先が滑ってずれてしまうかも知れないからです。 M台の幅が広いと曲げるのは楽です。最初から幅が狭いと、一般的な折曲機では強大な力が必要になり、打撃式では先ほどの二者も加わってかなり曲げずらくなります。 なんだかなが長々と書いてしまいましたが、何を言いたいのかと言いますと、「ヤゲン式の場合、M台の幅は可変式が良い」ということです。そこで色々考えたんですが、色々な幅のものを沢山作るのは大変です。それに加工材によっても、仕上がりの見てくれもあるし。 そこで「平ワッシャ」を利用して色々な幅にセット出来るM台を考案しました。硬い・あるいは厚い材料の時は幅を広くして曲げ始め、少し曲がってきたらだんだん幅を狭くしていくのです。実はこれを解決するのが「相対放物曲線仕上げM台」なんですが(まだ認知されないようですが)(笑)。 私、「人間フライス盤加工」(笑)を長時間やって 1台だけ作ったんですが、めんどくさいのなんのって、でも性能はばっちりでした、地震でどっか行っちゃった、今工房内は機械は直しましたが、棚やらロッカーは倒れたままです。あまりの散らかり様にやる気ゼロです(コンビニの品物レベルではない、ポルトとかナットとかもあるし)。 書いているうちに何だか最初の目的からずれてきたような・・・。 hayashi_hopyi@yahoo.co.jp 通販のページへ トップページへ |