 |
林ホビー工作研究室
|
| トップページへ |
| 【溝で二次折り曲げ】 |
| 四隅を立ち上げる曲げ方を「二次折り曲げ」と称しています。もちろんこれは私の造語です。この二次折り曲げをするには、専用の二次折り曲げ刀刃を作るか、
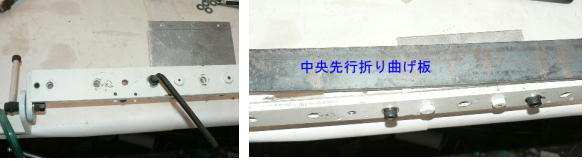
1 2 4 8二進数寸法の刀刃セットで幅を合わせて折り曲げるか、○ー○゛○の折曲機のように「スリット」で逃がすか(スリットの位置に寸法が限られる)しか方法がありませんでした。 私はこの問題を例の「復元不能角」(スイマセンこれも私の造語です)理論を発展させた「打撃折り曲げ法」の組み合わせで解決しました。それは「溝」を利用した「不完全二次折り曲げ法」です(打撃で完全になる)。 スリットで逃がすと、一辺の長さはスリットの「奥行き」しか折り曲げられません、その点不完全折り曲げの場合は、かなり長くても大丈夫という利点があります。また「溝」ですが、たとえば端の方に 60ミリの幅の溝を掘り、その後起点から 100ミリ 150ミリ 200ミリ 250ミリ 300ミリのところに溝を掘っておけば、 300ミリまでの幅なら自由に寸法が選べます(全てをカットしても良いんですが、加工が大変+弱くなりそうなので、1ヶ所以外は溝にしました)。 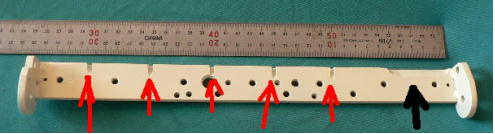 これは裏側の押さえ板です(の、裏側、上はスチールスケール)分かりやすいように分解して写真に撮りました。黒矢印部分が幅 60ミリの溝部分です。溝というより「斜めにカット」した部分です。5ヶ所の赤矢印はそれぞれ 50ミリ離して溝が掘ってあります。これにより、300ミリまでの二次折り曲げに対応しています。  二次折り曲げのご説明の前に、適当な例として変則的な箱を作ってみます。その辺にあったすこし大きめのアルミ板をカッターでヨッコヨッコ切断しているところです。とても簡単です。 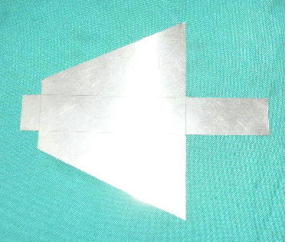 こんなの作ってみました。左側の立ち上がり 10ミリ、右側の立ち上がり 50ミリです。  本当は斜めの部分を先に折ると楽なんですが、二次曲げの説明として 10ミリと 50ミリの方を先に一次折り曲げ(コの字曲げ)します。ここは2ヶ所とも 90度に曲げます(この曲げ方は普通の万力や、アングルの組み合わせでも出来ます)。 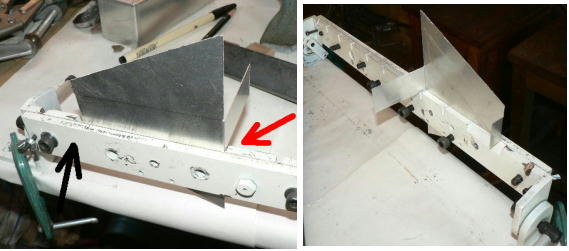 これが「不完全二次曲げ」です。赤矢印の溝にすでに曲がっている板の部分を合わせます。黒矢印の方は 60ミリほど斜めにカットされていますからピッタリ合わせる必要はありません、赤矢印の溝さえ合っていれば良いのです。 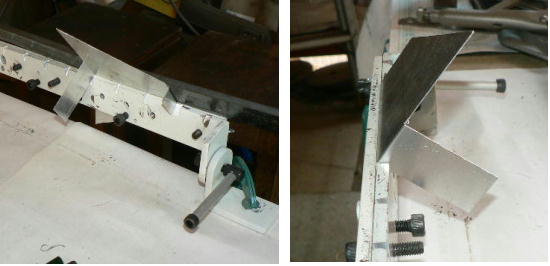 「中央先行折り曲げ板」をあてがって折り曲げます。当然スリットではなく「溝」ですから、45度ぐらいになるとぶつかってそれ以上折り曲げ出来なくなります(これでいいのです)。  残りの辺も溝に合わせて 45度ぐらいまで曲げます。  工作ベース300を「叩き曲げモード」にします。  部材はこんな格好になっています。45度ぐらいに曲がっている部分をこれから直角に曲げます。  M台の内幅は今までは 8ミリでした、今回もうちょっと折り曲げ部分を内側直角にしたいので、挟み込む板を 5ミリ厚のベニヤ板で作りました(写真左側)この隙間の調節で、仕上がりのかたちをコントロール出来ます(たとえばコーヒーの缶等の時はもっと狭くします。大体ですが、3ミリぐらいが良いようです)。  左右にずらしながら コン コン コン コンとやりますと、あっという間に直角まで曲げることが出来ます。「M台の溝のどの辺にあてがうか」なんて考える必要なんかありません、刀刃の替わりの「ヘラ」の先端さえ正確にあてがっていれば問題なしです(叩いた衝撃で、勝手に丁度良いあんばいの所に落ち着く)。 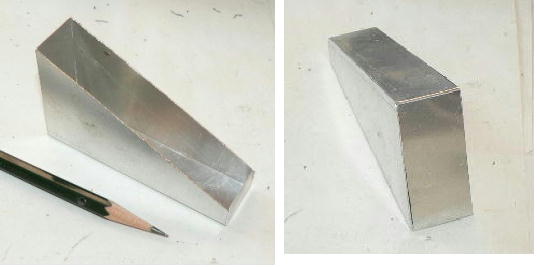 曲げ終わり、鉛筆は大きさ比較用です。、辺の合わせ目は「ノリシロ」みたいな折り曲げをしても良いんですが、それは「三次曲げ」になりますので、別の機会にします。  外側は「伸び」によってRが付いていますが、内側は完璧直角に曲がっています。ところでこの箱、完璧使い道が思いつきません、でもま、「例」としての役目は果たしたでしょうか?。 |
| 【2ミリ 3ミリ 6ミリ 10ミリのパンチ穴あけの方法】1 |
| 工作ベース300には 2ミリ 3ミリ 6ミリ 10ミリの4種類の簡易パンチ機能が付いています。そのうち 2ミリと
3ミリは「板に直接穴あけ」する方法です。正確な位置に穴あけするための「ガイド棒」があります。この方法はちょっとなじみの無い方法だと思います(私のオリジナル?)そのほか、通常の穴あけ位置以外に、縁の方にL字曲げした部分に穴あけが出来るように(3ミリ専用)端から
4ミリの所と 5ミリの所に穴あけ出来る部分が「左右」についています。 6ミリと 10ミリは、これまた私の考案した(多分?)通称「デベソビット」という奴で、先に 3ミリの穴をあけたところに先端のガイド部分を差し入れてから 6ミリ、あるいは 10ミリにあけなおすという物です。先にあけておいた 3ミリの穴さえ正確にあいていれば、同心円ですからあけなおした穴も正確です。 10ミリで抜き取ったカスは、平らに延ばせば内径 3ミリ、外形 10ミリの「異型平ワッシャ」になります。これと 3ミリの鋼球6個、そして 10ミリのアルミパイプの組み合わせで、ホビー用スラストベアリングが構築出来ます。この構造は必ず役に立ちます。  左の2本が 2ミリと 3ミリの案内棒、先が鋭くとがっています。次が 2ミリと 3ミリのビット、そして昨日やっと製法確立した 6ミリと 10ミリの抜き取りビットです。 3ミリの案内棒が先端に付いています。ビットは軟弱なので、アルミ板なら 0.5ミリ程度、ビール缶なら楽々、コーヒー缶は 50ヶ所ぐらいでしょうか、 1ミリのアルミ板やトタン板も抜けますが、回数に限りがあります。パンチングメタル工作は無理です。通常のホビー工作に限ります(商売でのご使用は専門機械でお願いします。これはあくまでも簡易機能です)(工作ベース60よりは長持ちするかも?、整合がバッチリなので)。 |
| 【2ミリ 3ミリ 6ミリ 10ミリのパンチ穴あけの方法】2 |
 タダの板に穴をあけても面白くも何ともありませんので、多少目的を持たせます。四輪のトロッコ台車モドキを作ってみます。まずは材料の切り出しです。切断モードでアルミ板を簡単に切ります。 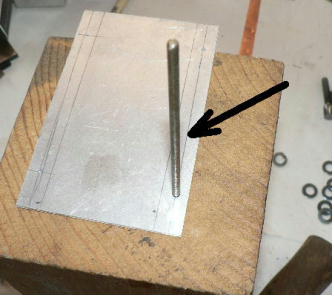 主軸が通るところに穴をあける訳です。普通は「センターポンチ」を使用しますが、ドリル穴あけではないので、センターポンチは使いません、かわりに先を鋭く尖らせた針のようなもので打撃します。下の台も金属等は(金敷等)使えません、(針の先端が痛んでしまう)写真のように角材の上で作業します。ちょっとぐらい「突き抜け」ても良いぐらいです。 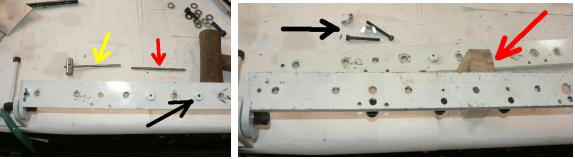 左写真黒矢印の所の穴を使用します。赤矢印は案内棒、黄色矢印は 3ミリのビットです。右の写真はポルト等を全て取り外した状態です。別にこんな事しなくても良いんですが、説明の都合上です。右写真の赤矢印は、木片で作った打撃吸収用の台です。工作ベース300は基本的に平鉄の組み合わせなので、これは必須です。 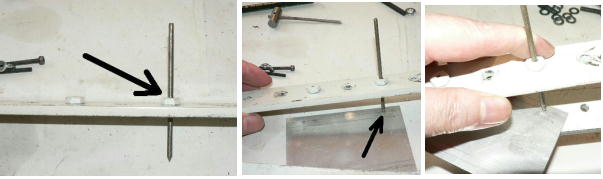 まず上板の使用する穴に「案内棒」を挿入します。そして先端を先ほど打撃した溝に合わせます。次から肝心なんですが、全体を持ち上げて「固定されている板」の上に載せます。位置は大体合わせます。  左右の「平行整合ピンポルト」(赤矢印)を挿入します。それから近くにある締めつけポルトをねじ込みます(黒矢印)。  慣れればこんな事しなくてよいんですが、まぁ初めてですから、次に案内棒を抜き取り、かわりにビットを入れて打撃します。  つい力んでしまい、テーブルにキズを付けるところでした、これで一回目の抜き取り終わりました。次からは右写真のように、ポルトをこれぐらい緩めれば、次の作業での案内棒先端探りが出来るぐらいの隙間は出るでしょう。 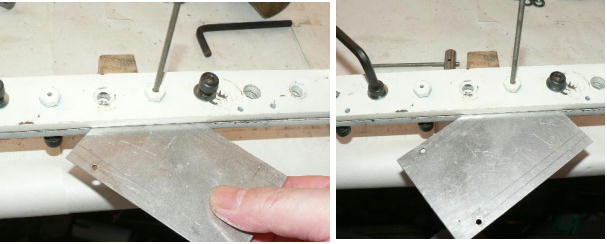 ここからは慣れてきた事が条件です。手さぐりで案内棒が窪みに合うようにさぐります。やってみると意外に簡単です。 初めに分解して始めましたが、おおよその原理をご説明したかっただけです。本来はこのように至って簡単に作業が行えます。この程度なら 3分とかかりません、注油は必ずします(ビット等を長持ちさせる為に)。  四か所正確にパンチ穴があきました。 |
| 【2ミリ 3ミリ 6ミリ 10ミリのパンチ穴あけの方法】3 |
 縁を挟み込み、中央先行折り曲げ板(タダの湾曲した平鉄です。でも使い心地が良い)を使って「コの字曲げ」をしています。詳しくは折り曲げのコーナーで。  黒矢印の部分が、コの字曲げした部分です。カドが直角ではなくとても甘いです。普通は曲げているときに叩いたりして直角にするのですが、工作ベース300の場合は「挟み曲げの最中」は叩いたりしません、万力などと違って基本的にフラットバーですので、叩いたりすると工作ベース300の「エッジ」の部分を痛めてしまいます。叩くのは「叩き曲げモード」での叩いても丈夫な面の時だけです。この時点では直角まで曲げる必要はないのです。  「叩き曲げ」をする準備をします。まず工作ベース300を叩き曲げモードにします。これから直角に曲げようとするのは 1ミリ厚の A1050Pアルミ板です(ホームセンターなどで購入できるものです)隙間はとりあえず 3ミリにしようと思います。10円玉を 2枚重ねると、ピッタリ 3ミリです。そこで隙間に 2枚ずつ重ねて入れて隙間 3ミリを実現しました(後で分かったんですが、10円 3枚にして 4.5ミリの方が良かったみたいです。 3ミリはコーヒー缶の時かなぁ)。 後はガムこそげ落とし用のヘラ等で叩いて直角になるまで叩きます。この辺は叩き曲げをご参照ください。 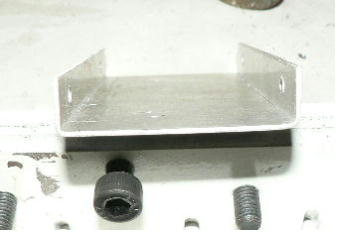 さすがに 1ミリ厚ともなりますと、内側直角とまではいきませんでした、0.5ミリほどのRが付いたでしょうか、この辺「内側完全直角」の技もありますが、ホビー的にあまり重要でないので別の機会とします。  模型のタイヤが見当たらないので、玩具のプーリーをはめてみました。この辺「パンチ」の説明ですので作品の賛否はご容赦ください。 これはまぁ 4輪?です。もしもです。もしもここまでやってしまってから、たとえば「 6輪にしたかったなー」とか思ったとします。でも縁を曲げてしまったので前のような穴あけはもう出来ません、「電気ドリル」という手もありますが、この手の作業は結構危険が伴います。ここで使えるのが「縁穴あけ機能」です。縁から 4ミリの所と 5ミリの所に穴あけ出来る場所が 2ヶ所あります。ここを使えば簡単にパンチ穴あけ出来ます。 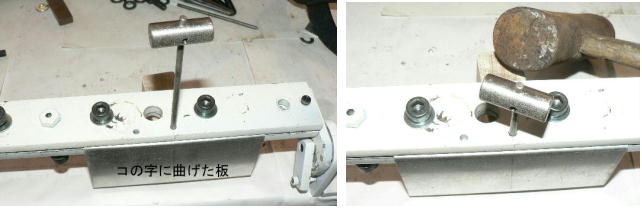 縁曲げは立ち上がり 10ミリです。そして 5ミリの所に穴あけしていましたので、「 5ミリの所の縁穴あけ機能」を使います。写真は抜いているところです。この穴あけの場合、左右の位置さえ決めればあとは何もしなくても(準備無しで)すぐに穴あけ出来ます。 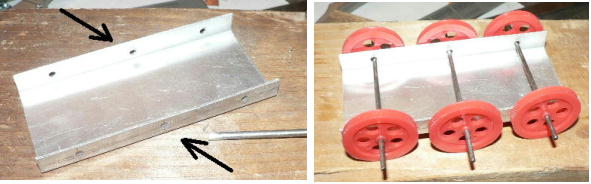 黒矢印が抜いた穴です。右が 6輪?にしたところ、まぁこんなオモチャが簡単に出来るという例です。縁から 4ミリとか 5ミリとかに限らず、かなり汎用性があります。あの映画の「ウィーリィ」の無限軌道軸受けとか(三角形っポイ奴)出来るんじゃないでしょうか。 |
| 【6ミリ 10ミリのパンチ穴あけの方法】 |
6ミリと 10ミリのパンチビットは中心を正確にするために 3ミリの案内部分が先端に付いています。したがって穴あけする場所にあらかじめ
3ミリの穴があいている必要があります。3ミリの穴の同心円上に 6ミリ、あるいは
10ミリの穴があくわけです。 厚さ 0.5ミリのトタン板の 4ヶ所に 3.0ミリの穴をあけました。この穴を中心 6ミリ、まわり 3ヶ所を 10ミリにあけなおしてみようと思います。鉄板 0.5ミリともなると、かなり硬いので、この工作ベース300のパンチ機能では、「イッパイ・イッパイ」です。出来ればやらない方が良いのですが、限界を知る為にもやってみます。 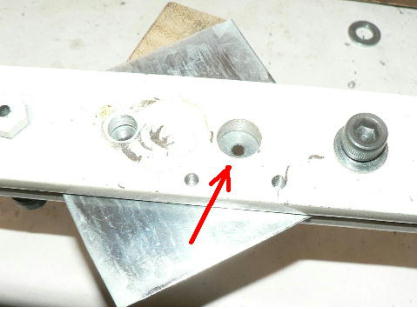 まずは 10ミリです。このように 3ミリの穴が大体中央にくるように板を差し入れます。赤矢印のようにです。 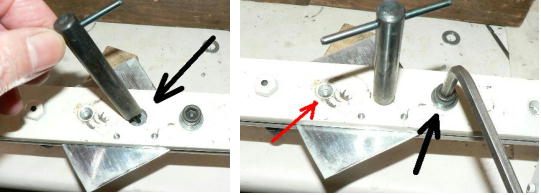 次にその穴めがけて 10ミリビットの 3ミリの案内部分を差し入れます。そして近くにある締められるポルト(黒矢印)を締めます。赤矢印は締められない部分です。ここは取り外しておきます。  そして打撃します。暑さのせいか腕が落ちたのか、引き抜き部分を打撃してしまいました(写真中央)全くお恥ずかしい限りです。ところで打撃ですが、 1回目は抜けるまで叩きました。 5回ほど叩いたでしょうか、ビット先は Uの字カットです。そこで 2回目はある程度叩いたら、 90度ビットを回して叩いてみました。  左右とも同じ写真です。1がそのまま叩き続けて抜いた奴、 2がある程度叩いたら 90度ビットを回して叩きぬいた奴、 3は力の加減を考えて、「多分均等になるだろう」と考えながら抜いた奴です。明らかに抜きカスが美しく(笑)なっています。  最後に真中を 6ミリで抜きました。工作ベース300の簡易パンチ機能で 0.5ミリの鉄板を抜いたのは私も初めてです(今までは専用の装置を使っていた)一応 0.5ミリの鉄板が抜けるのが分かったけど、あんまり長持ちしない気がしてきました(20回ぐらいはいけると思うけど)。 抜き味を持続させるには「砥ぐ」しかありません、そこで、お買い上げになったお客様が、手軽に砥げるようなビットは・・・と考えまして、「鈍角竹やりカット 4回打ち抜き法」と言うのをあみだしました。Uの字やVの字ではなく「斜め直線カット」です。これならヤスリや砥石で簡単に砥げます。雌型も「市販のパンチャー装置」には付いていないと思う「締めつけ法」という新しい考え方を導入して、です。まずは実践です。 |
| 【パンチビットを簡単に砥げる形に改造】(9月9日加筆)。 |
 右が今までの「Uの字カット」です。抜き心地は良いのですが、砥ぐのが大変です。そこで黒矢印のように斜め直線である「鈍角竹やりカット」(私の造語)というのを作ってみました。 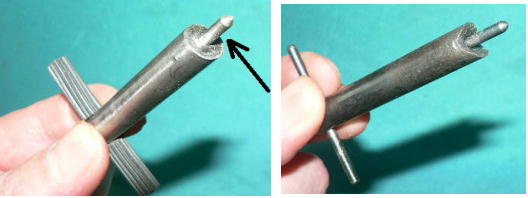 別の角度から見たところです。矢印の 3ミリの案内丸棒は、ねじ込み式になっています。  使い方は「Uの字カット」や「Vの字カット」のように「差し込んだらそのまま打撃する」という方法は、径が太くなっているのでまずいような気がします。そこで 1 材料を完全に固定する。 (赤矢印のように近々の固定ポルトを締める)。 2 ビットを適時回転しながら打撃する。 円周をすこしずつ切っていく という方法で作業します。  結果はご覧の通り、抜きカス(黒矢印)も歪まずほとんど平らな状態で落下します。作業手間は少し増えますが、ビットも長持ちするような気がします(刃先が鈍角なので、切れ味は落ちるけどあまり痛まない)。  刃先の縁が少し「なめってきた」と思ったら、このように案内棒を取り外せば「タダの斜めカット」ですから、ヤスリなり砥石なりで簡単に砥げます。雌型の方は砥げません、こちらの方は縁がなめったらお手上げです。そこでその時期を遅らせるために「近々のポルトでしっかり固定する」という方法で「少しでも長持ちさせよう」という訳です。 ホビー工作で使用する回数ぐらいは十分耐えられると思います( 100回ぐらいはいけると思う、実践済み)。 |
|
|