惓妋側寠偁偗偺尪憐 !! 丅
2003.10.2
乲僙儞僞乕億儞僠偲僙儞僞乕僪儕儖乴
![]()
![]()
惓妋側寠偁偗偺尪憐 !! 丅
2003.10.2
丂嬥懏斅傊偺寠偁偗嶌嬈偵偼乽僙儞僞乕億儞僠乿嶌嬈偼偐偐偣傑偣傫丄棟桼偼栜榑乽偁偗偨偄偲偙傠偵僉儕僒僉傪屌掕乿偟偨偄偐傜偱偡丅側偵偟傠乽僋儃儈乿傪嶌傜側偄偙偲偵偼僣儖僣儖偡傋偭偰偳偆偟傚偆傕偁傝傑偣傫丄偲偙傠偱偙偺嶌嬈傪偡傞偺偼乽尰応怑恖乿偲乽儂價乕偺曽乿偩偗偱偡丅(偍偍傓偹)
丂戝検惗嶻偺岺応偱偼乽傑偢乿巊偭偰偄傑偣傫丄棟桼偼乽惓妋側埵抲偵寠偑偁偐側偄偐傜乿偱偡丅偙偺惓妋側埵抲偲偼偳偺偖傜偄偺悢抣偐丠偲偄偄傑偡偲乽尰応怑恖偺悽奅乿偱偡偲 0.2儈儕偐傜1.0儈儕偖傜偄丄乽儂價乕偺悽奅乿偱偡偲嶌傞暔偵傛傝傑偡偑 0.1儈儕偖傜偄偱偟傚偆偐丄(僄儞僕儞側偳挻惛枾壛岺偼彍偔)岺応偺応崌偼偄偒側傝乽儈僋儘儞乿偺悽奅偵側傝傑偡丅(壓惪偗岺応偱 0.1儈儕傕岆嵎偑偁偭偨傜懄庢堷掆巭偩偀)
丂庢傝晅偗怑恖偺悽奅偱偼嬥懏斅傊偺寠偁偗偼戝掞偑乽寢崌乿側偺偱丄偨偲偊偽
3.0儈儕偺僱僕寠側傜偽3.1儈儕偐3.2儈儕偺寠傪偁偗傟偽寢壥僆乕儔僀偲偄偆栿偱偡丅
丂側偤僙儞僞乕億儞僠嶌嬈偑昁梫偐丠丅
丂偙傟偼巗斕偝傟偰偄傞乽僪儕儖僉儕僒僉乿偺宍忬偵偦偺尨場偑偁傝傑偡丅(嵟嬤庬椶偼彮側偄偱偡偑丄僙儞僞乕億儞僠偺昁梫側偄僉儕僒僉偑巗斕偝傟偰偄傑偡丅偟偐偟愗傟側偔側偭偨傜廔傢傝偱偡丒晛捠偺恖偱偼尋偘側偄)儂乕儉僙儞僞乕傗擔梛戝岺僙儞僞乕偱峸擖弌棃傞僉儕僒僉偼妏搙偑 118亱偺搝偱偡丅

丂堦斒偵偼棳捠偟偰偄傑偣傫偑丄偪傚偭偲僂儞僠僋偐偨傝傑偡偲丂丂乬118亱擃丒峝峾乭丂乬125亱摵丂惵丒墿摵乭丂乬135亱18Cr僗僥儞儗僗乭丂乬150亱Mn峾乭丂乬60亱栘嵽丒僼傽僀僶乕乭丂乬160亱峾斅乭丂乬90亱僾儔僗僠僢僋丒傾儖儈乭偲丄愄偺帒椏偵偁傝傑偡丅
丂丂丂(巹偼118亱偲90亱偺俀庬椶偟偐尒偨偙偲偁傝傑偣傫偗偳)

丂偙傟偼乽僗僺乕僎儖丒儔僂儞僪乿偲偄偆儖乕儁偵栚惙傝偑晅偄偨搝偱偡丅擿偔偲 0.1儈儕扨埵偱栚惙傝偑撉傔丄栚惙傝偲栚惙傝偺娫偼栚嶼偱 0.01儈儕掱搙尒摉偑偮偒傑偡丅崱夞偼偙傟偱偟傜傋傑偟偨丅
 丂
丂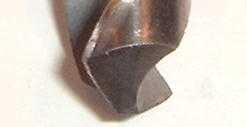 丂
丂 丂
丂
丂堦斣嵍偑 偒傟偄偵118亱側偺偑傢偐傞岦偒偱嶣偭偨幨恀偱偡丅偁偲偺俁枃偼乽僠僛儖億僀儞僩乿偲偄偆恘偺偮偄偰側偄晹暘傪嶣傝傑偟偨丅偙偺悕偼俋儈儕偲侾侽儈儕偱偡偑丄傎偐偺悺朄偺暔傕摨偠傛偆側宍懺偱偡丅偙偺晹暘偵恘傪偮偗傞媄弍偑偁傝傑偡偑丄俇儈儕埲壓偺僉儕偵偼巹偼弌棃傑偣傫丅
丂偙偺晹暘偺悺朄傪幚應偟傑偟偨丅
丂2.0儈儕亅0.5儈儕 丂丂丂3.0儈儕-0.6儈儕丂丂丂4.0儈儕-0.8儈儕丂丂丂5.0儈儕-1.0儈儕丂丂丂6.0儈儕-1.4儈儕
丂7.0儈儕-1.5儈儕丂丂丂8.0儈儕-1.5儈儕丂丂丂9.0儈儕-1.6儈儕丂丂丂10.0儈儕-1.7儈儕
丂戝懱偙傫側偲偙傠偱偟偨丄偙偙偐傜弌傞寢榑偼丄乽僙儞僞乕億儞僠偱嶌傞僋儃儈偺奜宎偼俀儈儕傕偁傟偽廫暘乿偲偄偆偙偲偵側傝傑偡丅(嵟嬤儃乕儖斦偵僙儞僞乕僪儕儖傪庢傝晅偗偰壓寠傪偁偗傞曽偑憹偊偰偄傞傛偆偱偡丅僙儞僞乕僪儕儖偺愭抂偼
1.0儈儕丂1.5儈儕丂2.0儈儕偲偁傝傑偡偐傜挌搙椙偄偱偡偹丄屻傎偳)丂丂
丂偝偰杮戣偱偡丅偙偺乽僠僛儖億僀儞僩乿偺晹暘偼傑偲傕側愗嶍偑弌棃傑偣傫丄偱偡偐傜僙儞僞乕億儞僠偱嶌偭偨傛偆側僋儃儈偑側偄偲僣儖僣儖妸傞栿偱偡丅偦偆偄偆傢偗偱乽僙儞僞乕億儞僠偱嶌傞僋儃儈偼丄偙偺僠僛儖億僀儞僩傛傝戝偒偔側偔偰偼側傜側偄乿丒丒丒偲偄偆廳梫側栤戣偑偁傝傑偡丅(僋儃儈偑彫偝偔偰傕偆傑偔堷偭偐偐偭偰偁偔応崌傕偁傝傑偡偗偳丄偦偺応崌偼戝掞巚偄偭愗傝僪儕儖傪墴偟偮偗偰斅傪榩嬋偝偣偰偄傞応崌偑懡偄)
丂偙偺僠僛儖億僀儞僩偺晹暘偼恘偱偼側偄偺側傜側偤寠偑偁偔偺偱偟傚偆偐丄巹偵偼傛偔傢偐傜側偄傫偱偡偑丄懡暘杸嶤擬偱擃壔偟丄墴偟偺偗傜傟傞偺偱偼側偄偐偲巚傢傟傑偡丅愗傟側偄僉儕僒僉傪巚偄偭偒傝墴偟偮偗偰夞揮偝偣偰偄傞偲偙傠傪壓偐傜擿偄偨偙偲偑偁傝傑偡偑丄拞怱偐傜偩傫偩傫愒偔側偭偰墴偟弌偝傟偰偒傑偟偨偐傜丅(婋側偄偱偡傛)
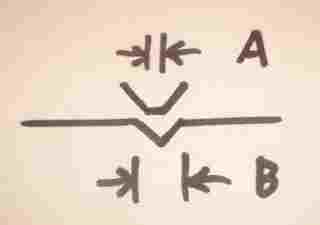
偙傫側嬶崌偵 A<B 偺昁梫偑偁傝傑偡丅
丂偲偙傠偱僙儞僞乕億儞僠嶌嬈傪偡傞偲偒丄壓偺戜偼壗傪巊偭偰偄傑偡偐丄晛捠偵峫偊傞偲乽嬥晘乿偱偡偑丄乽傾儖儈斅乿偲偐乽僩僞儞斅乿偲偐岤傒偑
1.5儈儕埲壓偺応崌偼拲堄偑昁梫偱偡丅愭傎偳偺僋儃儈偺僨儞偱偄偔偲乽僙儞僞乕億儞僠乿偺愭抂偑嬥晘偵摉偨偭偰偟傑偄丄愭抂傪捝傔偰偟傑偄傑偡丅(偡偖尋偖偼傔偵側傞)

丂巹偼偙偺傛偆偵妏嵽偺乽僐僶乿傪棙梡偟偰偄傑偡丅

嵍偑栘嵽偺戜丄塃偑嬥晘偺戜偱懪偭偨僋儃儈偱偡丅

棤偱偡丅嬥晘偺曽偼傎偲傫偳弌偭挘偭偰偄傑偣傫丅
丂弌偭挘傜側偄嬥晘偺曽偑傛偄傛偆偵尒偊傑偡偑丄慜弎偟偨傛偆偵僙儞僞乕億儞僠偑彎傒傑偡丅偦傟偐傜幨恀偱偼傢偐傝偢傜偄偺偱偡偑丄嬥晘偱傗偭偨懁偼昞柺偑僇儖僨儔偺傛偆偵惙傝忋偑偭偰偄傑偡丅僉儕僒僉偑埨掕偟傑偣傫丅
丂偦傟偱偼乽僙儞僞乕億儞僠乿偱壗屘惓妋側埵抲傊偺寠偁偗偼弌棃側偄偐丠偲偄偆栤戣偲丄偦偙偦偙惓妋側寠偁偗嶌嬈偺曽朄偼丒丒丒偱偡丅幚偼僙儞僞乕億儞僠偑埆偄偺偱偼側偔丄僪儕儖僉儕僒僉偺曽偵尨場偑偁傝傑偡丅(僙儞僞乕億儞僠偱惓妋側埵抲傊偺嶌嬈偼娙扨偱偡丅嵟嬤乽僆僾僥傿僇儖僙儞僞乕億儞僠乿偲偄偆偺偑儘儃僢僩惂嶌幰偺娫偱棳峴偭偰傑偡丅偁偲偱墡傑偹偟傑偡偹)Veritas Optical Center Punch (儕僞僀傾孯抍挿條傛傝忣曬偄偨偩偒傑偟偨)2003.10.2
丂偨偲偊偽晹昳恾傪巻偵報嶞偟丄斅偵挘傝晅偗偨偲偟傑偡丅寠傪偁偗傞埵抲偵偼廫帤慄傪報嶞偟偨偲偟傑偡丅慄偺懢偝偼
0.1儈儕偑報嶞弌棃傞僾儕儞僞乕偩偲傛偄偺偱偡偑丄晛捠偼0.2儈儕偱偟傚偆偐丄枖偼傾儖儈斅偵捈愙働僈偄偨偲偟傑偡丅幚應偟偨偺偱偡偑丄働僈僉恓偺廳偝偺傒偱堷偄偨慄偼
0.1儈儕偺懢偝偑偁傝傑偟偨丅偪傚偭偲巜愭偵椡傪擖傟傞偲偁偭偲偄偆傑偵 0.2儈儕傎偳偵側傝傑偡丅丂

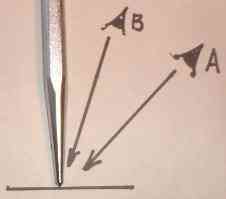
丂嵍偼峸擖偟偨帪偦偺傑傑偺 90亱偺暔丄塃偼僌儔僀儞僟乕偱尋偄偱偐側傝塻偔偟偨暔偱偡丅塻偄曽偱偮偗偨僋儃儈偼偦偺傑傑偱偼巊偊傑偣傫丄偁偲偐傜 90亱偺曽偱懪偪捈偟傑偡丅擇搙庤娫偵側傝傑偡偑丄偐側傝惓妋偵懪偰傑偡丅
 丂
丂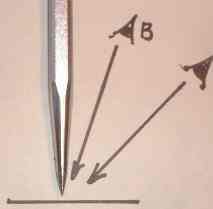 丂
丂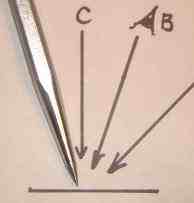
丂嵍偺幨恀偼 90亱偺廬棃偺暔丄A揰偐傜尒傞偺偱崌傢偣偯傜偄偱偡丅拞墰偺幨恀偼塻偔愲傜偣偨偺偱B揰偐傜尒傞偙偲偑弌棃丄偐側傝惓妋偵崌傢偣傜傟傑偡丅塃偺幨恀偼僙儞僞乕億儞僠傪彮偟幬傔偵偟偰恀忋偐傜崌傢偣偰偄傞椺偱偡丅
丂偙偺塻偄僙儞僞乕億儞僠偱傕 0.05儈儕傎偳偢傟傞偙偲偑偁傝傑偡丅偦傫側応崌偼90亱偺僙儞僞乕億儞僠偱擇搙懪偪偡傞偲偒丄乽廋惓曽岦乿偵孹偗偰懪偮偲捈偡偙偲偑弌棃傑偡丅偙偺塻偄僙儞僞乕億儞僠傪巊偆偲偒偼愨懳壓偺戜偼栘嵽偺僐僶柺偱側偄偲堦敪偱愭抂偑偮傇傟傑偡丅
丂偪傚偭偲挿偔側偭偰偟傑偄傑偟偨偺偱丄壗屘乽寠偁偗拞偵埵抲偑偢傟傞偐乿偼暿偺婡夛偵丅(偱傕擇搙庤娫偵側傝傑偡偑丄偙偺塻偄僙儞僞乕億儞僠偱嶌嬈偡傟偽丄寠偁偗岆嵎偼
0.1儈儕埲撪偵偼側傠偆偐偲巚偄傑偡丅榬師戞偱偡偗偳)
丂
捛婰丒丒丒儃乕儖斦偱恀偭捈偖側寠偼乽傑偢乿偁偐側偄偭丄偲巚偭偨曽偑傛偄偱偡丅傑丄敄偄斅偵偁偗偰偄傞暘偵偼栤戣側偄偱偡偗偳丅(偙傟枖棟桼偑戲嶳偁傝傑偡)
2003.10.2
_